
Cold spray was developed in the 1980s in the former Soviet Union. The term “Cold Spray” refers to the relatively low temperature involved in the process which is typically much lower than the melting point of the spray material and substrate. The applicability of this technology as a metal consolidation process was demonstrated and patented first by the Institute of Theoretical and Applied Mechanics of the Academy of Sciences in Novosibirisk (upstream injection method) and then by the Obninsk Center for Powder Spraying (downstream injection method). The latter is the basis for the SST cold spray process.
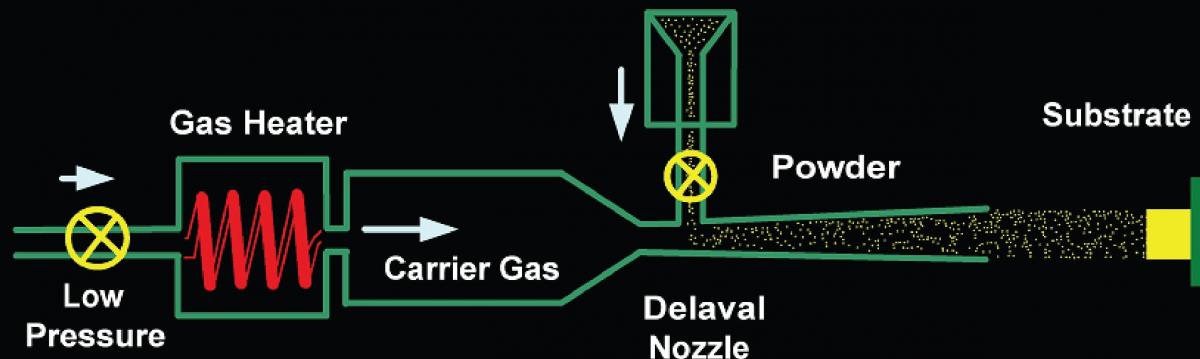
In the SST downstream injection process, a carrier gas (air, nitrogen, or helium) at pressures up to 34 bar (500 psi) is preheated to up to 550°C (1022 °F). This high enthalpy gas is then forced through a converging-diverging nozzle which, in virtue of the rapid expansion of the gas in the diverging section of the nozzle, creates a high velocity low temperature supersonic gas flow. Particles (10 to 50 μm in diameter) are introduced downstream into the diverging section of the nozzle which, upon contact with the high-speed gas jet, gets propelled at high velocities against the substrate. At the right combination of particle characteristics and velocities, the sprayed material and substrate surface rapidly deform on impact producing continuous and dense coatings. For a particle to deform and bond to the substrate, its impact velocity must be higher than a temperature and particle size-dependent material property known as critical velocity. The latter has been demonstrated both theoretically and experimentally. A high-speed video of impact-induced bonding with associated jetting as a mechanism to create clean and fresh metallic surfaces necessary for bonding can be seen here, with the permission of Dr. Mostafa Hassani, Sibley School of Mechanical and Aerospace Engineering, Cornell University.
Many powders used with the SST Cold Spray process also include ceramic particles or other hard metals within the ductile metal powder mix. During the spraying process, hard particles impinge a hammering effect over ductile particles upon impact which increases coating density and process deposition efficiency at relatively low pressures and temperatures. This method also results in metal matrix composite deposits with a percentage of hard particles uniformly dispersed in a metal matrix. These microstructures often display unique physical properties, many of which have been key to a wide range of practical low-pressure cold spray applications commercially available in the market today.